Доклад БНС на конференции "Металл-Экспо 2018" "Производство и применение широкоформатных толстых листов нержавеющих сталей с изотропными свойствами"
Эксплуатационный ресурс сварных конструкций во многом определяется количеством и общей длиной сварных швов, коррозионной стойкостью, структурой стали, уровнем и изотропностью механических свойств. Особенно это важно для конструкций различных резервуаров, в которых сваренные листы испытывают нагрузки, в том числе динамические, в различных направлениях как при высоких, так и при низких температурах.
Поэтому весьма актуальной задачей для резервуаростроения является развитие технологий получения широкоформатных коррозионностойких листов с регламентированной структурой, высоким уровнем механических свойств и минимальной анизотропией.
При производстве толстолистовой стали пробы для механических испытаний отбирают по ГОСТ 7564 – 73 поперёк направления прокатки. Обычно механические свойства нержавеющей стали 12Х18Н10Т в поперечном направлении ниже, чем в продольном направлении. Для прочностных характеристик (предела прочности и предела текучести) они ниже на 5%, а для характеристик пластичности (относительного удлинения и относительного сужения) ниже на 20%. Это отражено и в нормативной документации, например в ОСТ 108.109.01 – 92.
Такая анизотропия механических свойств обусловлена технологическими особенностями производства горячекатаных листов из стали марки 12Х18Н10Т. Во время прокатки при высокой температуре пластичные неметаллические фазы деформируются в направлении прокатки. По окончании прокатки они имеют ориентацию в направлении максимальной деформации и оказывают влияние на результаты механических испытаний металла при растяжении в различных направлениях. Часто коэффициент анизотропии (отношение значений механических свойств продольных образцов к механическим свойствам поперечных образцов) в горячекатаных толстых листах стали 12Х18Н10Т для предела прочности и предела текучести составляет 1,1, а для относительного удлинения - 2,0. Таким образом, прочностные свойства стали в поперечном направлении хуже, чем в продольном направлении на 10 %, а пластические – на 50 %.
В связи с этим имеет место преимущественное направление разрушения различных резервуаров в процессе эксплуатации в зависимости от уровня механических свойств и расположения горячекатаного листа в сварной конструкции по отношению к направлению максимальных нагрузок. Следовательно, из-за анизотропии механических свойств уменьшается межремонтный интервал и срок службы сварных конструкций.
«Балтийская нержавеющая сталь» (г. Санкт-Петербург) за двадцать лет своего существования разработала и внедрила ряд технологий производства широкоформатных листов толщиной от 10 до 250 мм, шириной до 4600 мм, длиной до 17000 мм, из нержавеющей стали марок 12Х18Н10Т, 10Х17Н13М2Т и других, обеспечивая гомогенность структуры и изотропность механических свойств. На способы производства данной продукции получен ряд патентов на изобретения [1-3].
Инновационные технологии были опробованы и внедрены на толстолистовых прокатных станах с длиной бочки валков до 5000 мм. Их новизна и особенность отражены в режимах нагрева заготовок перед прокаткой, в деформационных и скоростных режимах прокатки, в условиях последеформационного охлаждения, в режимах термической обработки, в технологии зачистки поверхности готового проката.
В последние три года такие работы проведены в том числе и для реализации инновационных идей в резервуаростроении с целью импортозамещения, так как на заводах России производство листов нержавеющих сталей шириной более 1500 мм с суженными допусками на размеры было не освоено и пришлось бы эту продукцию импортировать.
Была поставлена задача освоить производство листов толщиной 10 мм из стали 12Х18Н10Т шириной 3130 мм и осуществить ритмичные поставки этой продукции с целью изготовления вагонов – цистерн для перевозки химически активных грузов. Ранее такие цистерны изготавливали из проката шириной 1500 мм. Они состоят из шести обечаек и двух эллиптических днищ, сваренных между собой встык (рис. 1). Цистерна имеет пять поперечных сварочных швов, соединяющих обечайки, и каждая обечайка имеет по одному продольному сварочному шву. Они являются слабым местом в цистерне, так как периодически разрушаются под воздействием нагрузок и высокого давления (до 0,2 МПа) при повышенных температурах (до 250 °С).
Кроме многочисленных сварных швов горячекатаные листы стали 12Х18Н10Т, из которых выполнены обечайки и днища, имеют значительную анизотропию механических свойств: в направлении перпендикулярном линии прокатки уровень механических свойств значительно ниже, чем в направлении прокатки. В связи с этим прочностные характеристики цистерны по её горизонтальной оси ниже, чем в поперечном направлении, что значительно снижает срок службы цистерны, сокращает межремонтный интервал.
Для изготовления одной цистерны требовалось шесть листов шириной 1500 мм. Увеличение ширины листа до 3000 мм и более позволило уменьшить число обечаек в цистерне с шести до трёх и сократить число поперечных сварных швов с пяти до двух, в 2,5 раза (см. рис. 1).
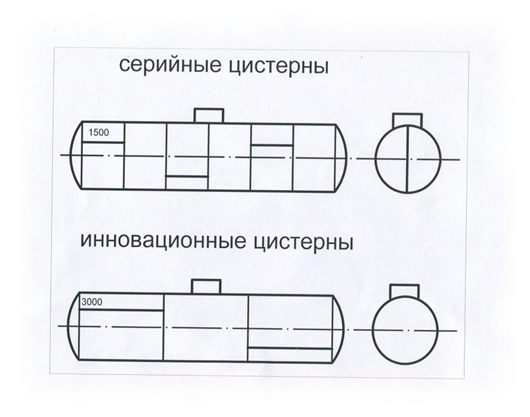
Рис. 1 - Цистерны
Также использование широкоформатных листов для изготовления эллиптических днищ позволяет исключить сварные швы на днищах резервуара. Таким образом, использование листов шириной более 3000 мм вместо листов шириной 1500 мм обеспечило уменьшение общей длины сварных швов на цистерне более чем в три раза, с учётом отсутствия сварных швов на днищах.
Это обстоятельство, наряду с тем, что для изготовления обечаек и днищ используют листовую сталь 12Х18Н10Т, обладающую изотропными механическими свойствами высокого уровня и имеющую низкую загрязнённость неметаллическими включениями за счет ограниченного содержания серы не более 0,001 % и кислорода не более 0,0045 % , обеспечивает прочность резервуара, стойкость его против разрушения под воздействием нагрузок, высоких давлений при повышенных температурах и химически активных веществах. Это дает высокую надёжность резервуара в ходе его эксплуатации.
Изготовление обечаек из листов с одинаковым химическим составом позволяет значительно уменьшить электрохимическую коррозию за счёт исключения образования гальванопары, при которой обечайка из стали с большей электроотрицательностью (анод) разрушается более интенсивно и соответственно уменьшается срок службы вагона - цистерны.
Стабильность антикоррозионных и механических свойств, а также и других эксплуатационных характеристик металлопродукции «Балтийской нержавеющей стали» обеспечивается стабилизацией химического состава плавок стали 12Х18Н10Т, используемых в производстве. В табл.1 приведены диапазоны варьирования содержания важнейших химических элементов в металле «Балтийской нержавеющей стали» в сравнении с требованиями ГОСТ 5632-2014.
Таблица 1 - Химический состав листов стали 12Х18Н10Т производства «БНС»
|
Материал |
Содержание химических элементов, % |
||||||||||
|
С |
Si |
Mn |
Cr |
Ni |
Ti |
W |
Mo |
V |
S |
P |
|
|
40 плавок БНС |
0,042-0,061 |
0,34-0,43 |
1,10-1,29 |
17,10-17,45 |
9,05-9,14 |
0,323-0,433 |
0,021-0,059 |
0,17-0,29 |
0,06-0,10 |
0,001 |
0,022-0,029 |
|
ГОСТ 5632-72 |
≤ 0,12 |
≤ 0,8 |
≤ 2,0 |
17,0-19,0 |
9,0-11,0 |
5 х С – 0,8 |
≤ 0,2 |
≤ 0,5 |
≤ 0,2 |
≤ 0,020 |
≤ 0,035 |
Постоянство химического состава плавок, кроме эксплуатационных характеристик металла, обеспечивает и его высокую технологичность в процессах прокатки, штамповки, гибки и сварки, обеспечивает повышение эффективности названных процессов за счет снижения расхода энергии и металла.
Широкоформатные листы, из которых изготовлены обечайки, обладают изотропностью механических свойств, то есть имеют одинаковые механические свойства как в продольном, так и в поперечном направлениях, определяемых на образцах, вырезанных вдоль длины листа и поперёк длины листа соответственно (табл. 2): предел прочности 600 МПа, предел текучести 275 МПа, относительное удлинение 52 %, относительное сужение 73 %. Такой прокат стали 12Х18Н10Т получен путём ограничения содержания в стали углерода, серы , кислорода, чередования поперечной и продольной прокатки на толстолистовом стане и последующей специальной термической обработки с регламентированными технологическими параметрами.
Технические требования к толстолистовой коррозионностойкой стали изложены в ГОСТ 7350 -77. По форме проката, размерам и предельным отклонениям по размерам этот стандарт ссылается на ГОСТ 19903, который обновлён в 2015 году, но не охватывает требуемый размерный ряд по ширине и не удовлетворяет требованиям резервуаростроителей на допуски по толщине.
Выписка из этого ГОСТа приведена в табл. 3.
|
Марка стали |
Температура испыта-ния, °С |
Предел прочности (Ϭв), МПа |
Предел текучести (Ϭт)), МПа |
Относительное удлинение (δ5), % |
Относительное сужение (ψ), % |
||||
|
фактически |
ГОСТ7350-77 |
фактически |
ГОСТ7350-77 |
фактически |
ГОСТ7350-77 |
фактически |
ГОСТ7350-77 |
||
|
12Х18Н10Т |
20 |
600 - 620 |
≥ 530 |
270 -290 |
≥ 235 |
52 -56 |
≥ 38 |
73 -76 |
- |
|
10Х17Н13М2Т |
20 |
600 |
≥ 530 |
290 |
≥ 235 |
50 |
≥ 37 |
73 |
- |
Таблица 3 – Допуски по толщине толстого листа
|
Толщина листа, мм |
Технические требования |
Допуски по толщине для ширины листа, мм |
|||
|
Св. 2300 до 2700 вкл. |
Св. 2700 до 3000 вкл. |
Св. 3000 до 3200 вкл. |
Св. 3200 до 4400 вкл. |
||
|
Св. 7,5 до 10 вкл. |
ГОСТ |
1,4 |
Не нормируют, согласование при заказе |
||
|
Св. 10 до 12,7 вкл. |
ГОСТ |
1,5 |
1,8 |
Не нормируют, согласование при заказе |
|
|
Св. 12,7 до 25 вкл. |
ГОСТ |
1,6 до 2500 1,8 до 2600 1,9 до 2700 |
1,9 до 2800 2,0 до 3000 |
2,1 |
2,2 |
|
От 10 до 25 |
Спецификация АО «БНС» |
1,0 |
1,0 |
1,0 |
1,0 |
Действующий ГОСТ 19903-2015 регламентирует предельные отклонения по толщине не для всех возможных ширин толстолистового проката, в частности для ширин от 2700 мм до 4600 мм предельные отклонения не регламентируются.
Поэтому, заказывая толстолистовой прокат с такой шириной, необходимо согласовать предельные отклонения по толщине.
Заказчики широкоформатных толстых листов часто требуют суженных пределов изменения толщины листа, по сравнению с требованиями ГОСТ 19903-2015, в два раза.
Повышение точности размеров проката позволяет уменьшить металлоёмкость конструкции, повысить технологичность изготовления конструкций и точно прогнозировать их срок службы.
Такие листы с суженными допусками на толщину в два раза (см. табл.3) произведены по технологии «Балтийской нержавеющей стали» .
Все указанные показатели качества инновационного материала позволили повысить грузоподъёмность и производительность вагона-цистерны за счёт уменьшения коэффициента тары и простоев вагона (цистерны) и за счет увеличения срока службы вследствие повышения прочности и коррозионной стойкости материала. В табл. 4 приведены эксплуатационные показатели серийных и инновационных цистерн.
Таблица 4 - Технико-экономические показатели цистерн
|
Цистерны |
Объём цистерны |
Межремонтный срок |
Срок эксплуатации |
|
Серийные |
38,44 м3 |
3 года |
24 года |
|
Инновационные |
42,15 м3 |
4 года |
32 года |
Опытная эксплуатация резервуара, изготовленного из инновационного материала, показала увеличение межремонтного интервала до 4 лет (для серийных вагонов-цистерн межремонтный интервал составляет 3 года), и следовательно срок службы вагона-цистерны увеличивается на 25 %, до 32 лет. При этом объём резервуара увеличен на 9,8 % (до 42,15 м3) по сравнению с серийными (см. табл. 4).
За 2016-2017 годы «Балтийская нержавеющая сталь» произвела более 600 листов толщиной 10 мм, шириной 3130 мм, длиной 7400 мм из стали 12Х18Н10Т (более 1200 т), из которых изготовили более 200 вагонов-цистерн. Также произведена опытная партия листов толщиной 8, 10 и 12 мм стали 10Х17Н13М2Т, из которых тоже изготовили вагоны-цистерны.
От потребителей металла получен ряд положительных отзывов с намерениями расширить сотрудничество в области освоения производства перспективных инновационных материалов для изготовления резервуаров различного назначения. При этом «Балтийская нержавеющая сталь» готова расширить как размерный сортамент в сторону увеличения ширины, длины и толщины листов, так и марочный сортамент поставляемых широкоформатных листов для резервуаростроения.
Другое эффективное применение широкоформатной листовой стали 12Х18Н10Т с изотропными свойствами нашлось в производстве губчатого титана. Традиционно обечайки реторт для получения губчатого титана производят сваркой отдельных листов. Такие обечайки, как правило, имеют два продольных сварных шва и один поперечный. Если изготавливать обечайки из одного широкоформатного листа с изотропными механическими свойствами, то можно уменьшить количество сварных швов до одного (рис. 2) и следовательно значительно повысить число промышленных циклов эксплуатации реторт при получении титана. Опытные инновационные реторты имеют внутренний диаметр 1500 мм, высоту 4000 мм и выполнены из листа стали 12Х18Н10Т толщиной 22 мм [4].
При эксплуатации реторты из анизотропного металла тех же размеров с цикловой производительностью 5 т/за цикл, с тремя сварными швами на обечайке и сроком службы, составляющим 35 промышленных циклов, можно получить 170 т губчатого титана. А при эксплуатации реторты, обечайка которой выполнена из стали с изотропными механическими свойствами и одним продольным швом, получают 225-250 т губчатого титана, увеличив срок службы реторты в 1,3 раза, до 45 промышленных циклов.
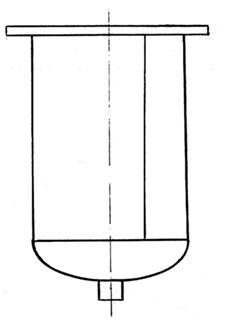
Рис. 2 – Реторта [4].
На способ получения широкоформатных листов с изотропными свойствами и на реторту, включающую обечайку с одним продольным швом и выполненную из стали с изотропными свойствами, получены патенты на изобретение [2-4].
При изготовлении металлопродукции «Балтийская нержавеющая сталь» использует металл, выплавленный и разлитый по самым современным технологиям, включающим различные виды внепечной обработки расплава в зависимости от требований к металлу: обработка стали на установках печь-ковш, газо-кислородное рафинирование нержавеющих сталей в конвертере, вакуумирование жидкого расплава.
«Балтийская нержавеющая сталь» разрабатывает и реализовывает технологии деформационного передела слитков и заготовок, технологии термической и адъюстажной обработки деформированного металла, гарантируя при этом получение как требуемых размеров изделия, чистоты поверхности, так и необходимой макро-и микроструктуры, механических свойств и других служебных характеристик готовой продукции.
Продукция «Балтийской нержавеющей стали» поступает на крупнейшие предприятия химического, транспортного и энергетического машиностроения, строительства, нефтяной и газовой промышленности. Предприятие лицензировано в области поставки продукции для АЭС, на изготовление оборудования для ядерных установок (лицензия СЕ-12-101-4351 от 24 августа 2017 г.).
Список литературы
1. Белокопытов Н. П., Тумко А. Н., Ажеганов Л. А., Белокопытов В. Н. Способ производства горячекатаных плит из непрерывно-литых заготовок коррозионностойких сталей аустенитного класса. Патент РФ № 2650651, 2016 г.
2. Белокопытов Н. П., Тумко А. Н., Ажеганов Л. А., Белокопытов В. Н. Способ производства широких толстых листов из нержавеющей стали. Патент РФ № 2660504, 2017 г.
3. Белокопытов Н. П., Путин А. А., Путина О. А. и др. Способ производства толстых листов. Заявка на изобретение № 97108621, 1997 г., дата публикации 20.04.1999
4. Путин А. А., Белокопытов Н. П., Путина О. А. и др. Реторта для получения губчатого титана Белокопытова – Путиных. Патент РФ № 2119966, 1997 г.